 FURNACE CO.,LTD.")
选择性激光熔化制备纯钨的性能研究
发布时间:
2025-01-23
钨是难熔金属,具有硬度高、强度高以及良好的导电性和抗腐蚀性等特点,广泛应用于国防军工、航空航天、医疗装置等领域[1-2]。钨,可以以铜作为粘结相制备成钨铜复合材料,应用于电子封装、电触头材料、电加工电极、耐高温材料等领域[3-7]。由于钨的熔点较高,钨制品大多是通过粉末冶金法(PM)[8]、金属注射成型法(MIM)[9]或者放电等离子烧结(SPS)[10]等方法来制备。然而,这些方法在成形具有复杂三维设计的结构零器件方面有着明显不足。
选择性激光熔化技术(SLM)是3D打印的一种分类,它采用“增材制造”的设计理念为复杂精密零器件的制备提供了新的成形方法和工艺。它是以计算机CAD模型为依据,通过激光束选择性地扫描金属粉床,使选区内的粉末在激光作用下迅速熔化并凝固,层层堆积形成所需的零件样品。随着3D打印技术的快速发展,许多学者都开展了对钛合金、不锈钢和镍基高温合金复杂零件制备的研究[11]。
由于钨的熔点高,对激光发射功率要求较高,且纯钨熔化后液态表面张力大,导致其在激光熔化后的铺展性能差,使钨在凝固过程中会产生球化问题,从而导致SLM成形的钨样品致密度不高,目前国内外对于选择性激光熔化制备纯钨样品的研究较少。据相关报道,DanqingZhang等[12]通过调节选择性激光熔化过程中的扫描参数,获得了60%~82%相对密度的钨样品,并得到了钨的纳米细晶结构;XinZhou等[13]分析了钨在选择性激光熔化中熔体铺展和凝固的过程以及影响球化的因素,得到了相对密度82.9%的钨样品;周鑫等[14]研究了不同基板和扫描参数对选择性激光熔化单层钨粉的铺展和凝固行为的影响,并对铺展中产生的球化问题进行了阐释。但是对于SLM制备纯钨性能的研究较少,还有待深入。
本实验采用选择性激光熔化技术对成形不同相对密度钨样品的制备工艺参数进行探索,并对其经过热处理后的力学性能和显微组织结构进行分析和讨论,为选择性激光熔化制备纯钨样品提供参考。
1 实验
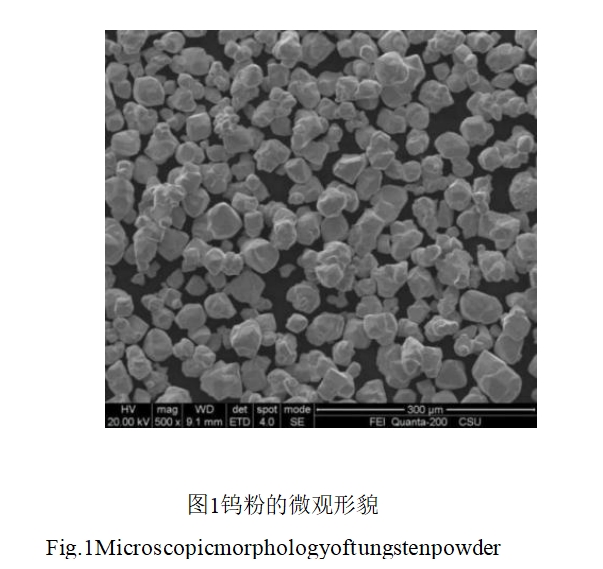
本实验采用的原料粉末为纯度99.9%的W粉末,由自贡硬质合金有限责任公司提供,为多边形结构,如图1所示,其粒度分布如下:D10,D50,D90分别为26.957,41.972,64.719µm(TopSizer激光粒度分析仪)。
实验设备型号为FS271M,配备IPG500W光纤激光器,波长1070nm,采用的是双光斑,聚焦为68µm,离焦光斑为90µm,由湖南华曙高科技有限责任公司提供。在实验过程中,采用选择性激光熔化(SLM)技术对钨粉进行熔化。实验时,通入氩气作为保护气体,防止钨粉被氧化。首先预设基板温度为100℃,铺粉滚轮将钨粉均匀铺展至成形缸;其次激光束按照计算机预设的扫描路径作用到成形缸,直至打印完本层信息;随后成形缸下降一个层厚,重复上述步骤直至完成整个工件;最后通过线切割工艺使样品脱离基板。在实验过程中固定扫描间距为240µm,层厚(铺粉厚度)为150µm,通过改变激光功率和扫描速度两个变量,制备出了不同相对密度的样品。样品尺寸为50mm×25mm×3mm,如图2所示。将高相对密度的样品分别在1000,1400,1960℃进行保温2h进行热处理。
使用Quanta200环境扫描电子显微镜表征样品表面形貌和微观组织;使用AEL-200A密度计测试样品密度,使用拉扭组合台式疲劳试验机MTS858测试样品抗弯强度;使用图像多功能分析数显显微硬度计MHVD-100IS测试样品显微硬度。
2 结果与分析
2.1 SLM样品的显微组织及力学性能分析
实验制备了相对密度为75%,80%,90%和95%左右的4种样品,其SLM制备工艺参数如表1所示。
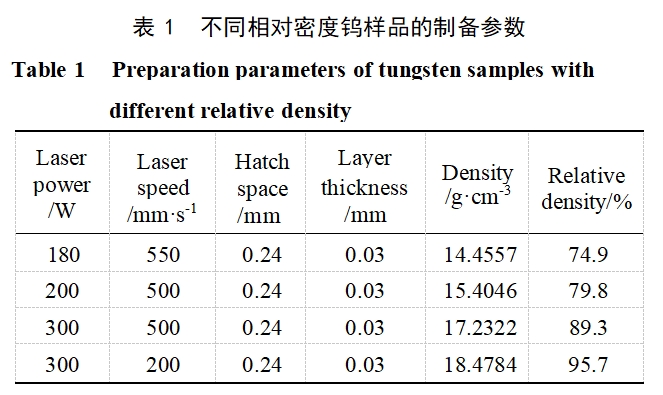
图3和图4分别为不同相对密度样品的表面形貌组织,从图3中可以看出,随着相对密度的升高,未熔化的颗粒逐渐减少,扫描轨迹也逐渐清晰。如图3a和3b所示,在相对密度75%、80%的样品中,扫描道出现不连续的现象,其宽度也变窄;在相对密度75%的样品中未形成直线状的扫描轨迹。
在激光烧结过程中,Gu定义综合参数LF描述输入到熔化的粉末层的激光能量[15]:
LF = P/vh (1)
其中,P为激光功率,v为扫描速度,h为扫描间距。75%~95%相对密度下输入的激光能量分别为1.36,1.67,2.5,6.25J/mm2。
从图4a和4b也可以看出,扫描道出现了不连续的现象,这是由钨熔体的流动性减弱所导致的。低的LF激光能量,使熔池内的温度降低,表面张力提高。这将导致熔体的粘度升高,使得熔体的流动性变差;同时在低能量下有较多的未熔化的钨颗粒出现在熔体铺展的前沿,进一步阻碍熔体的流动,使得熔体的铺展更为困难,导致钨在低密度下扫描道的宽度变窄。同时由于过快的扫描速度,导致了熔体冷却速度增加。较快的凝固速度、较低的流动性,使得扫描道出现不连续的现象,也降低了材料的相对密度。
从图4看出,样品表面有微裂纹的产生(图中箭头所示),但微裂纹不深,仅存在于样品表层。这主要是由残余热应力引起的,在较高的激光功率作用下,钨颗粒迅速熔化并润湿铺展;但由于激光作用时间极短,样品表面的凝固冷却速度比样品内部更快,表面会产生拉应力。由于钨本身塑性较差,拉应力超过了其强度极限,便产生了微裂纹。
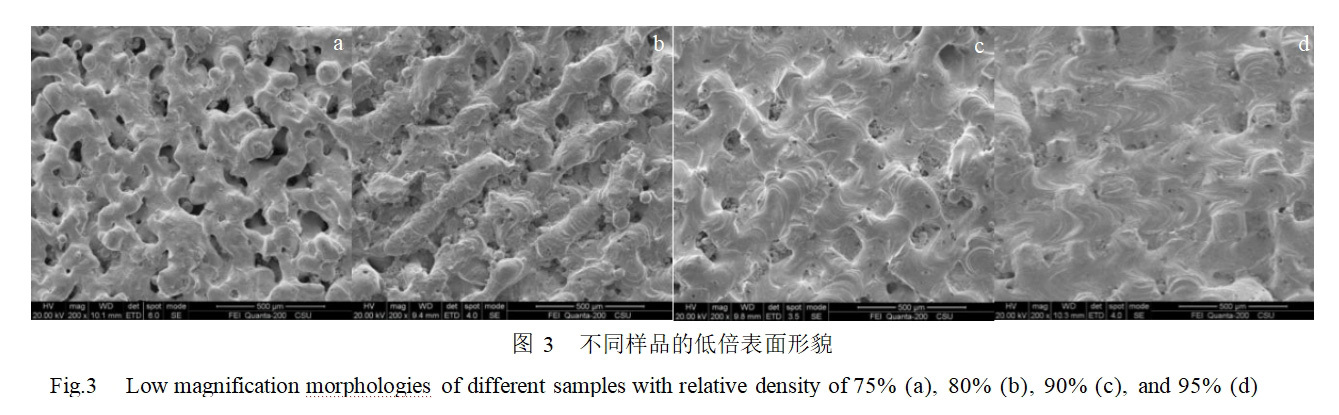
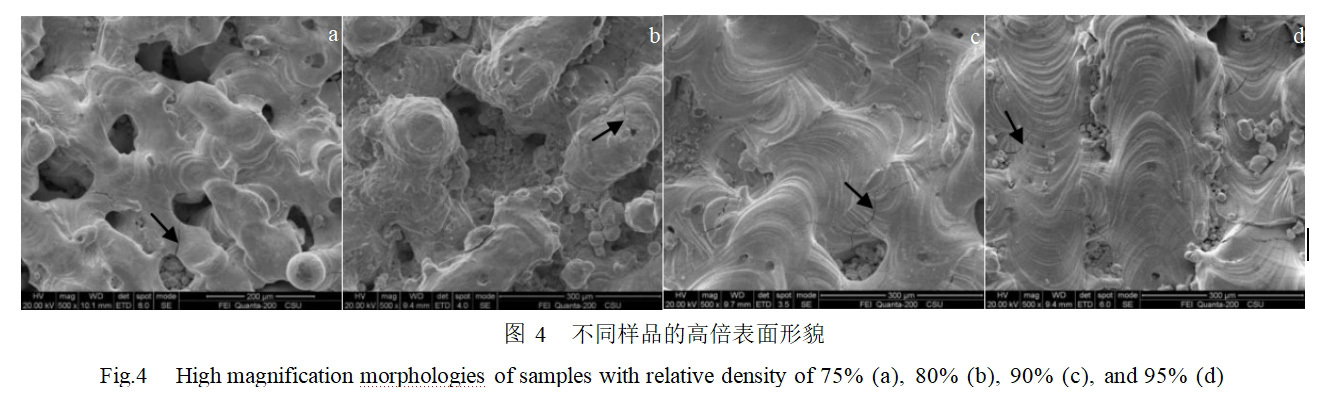
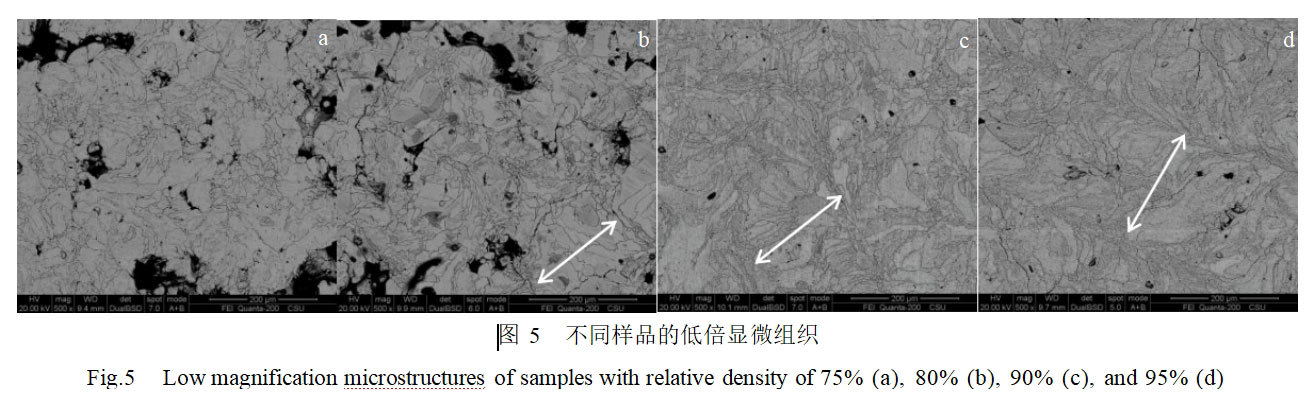
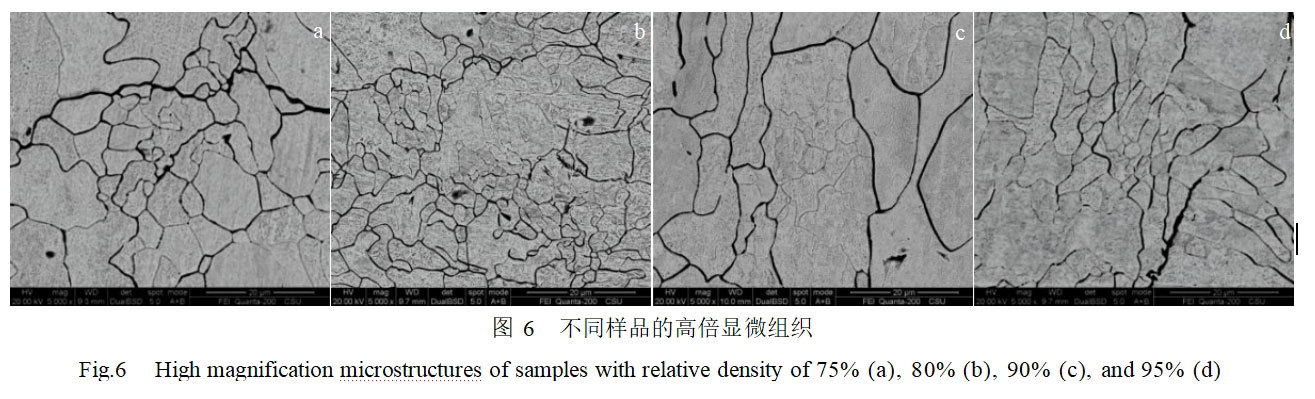
图5和图6分别为不同相对密度样品的显微组织结构。由图5可以看出,相对密度较高的样品显微组织呈放射状间隔排列,放射状区域内钨晶粒组织细小;而放射状组织之间的晶粒组织较大,且经测量放射状组织间距约为240μm(图中黑线标出),与激光扫描间距相同。激光光斑周围形成一个类似圆形的热辐射区,使得辐射区域内的钨熔化。为保证铺粉层的表面全部经过激光辐射作用,激光光斑每次辐射区边缘部分重合,在辐射区重合区域内钨粉经过二次激光光斑扫描,获得能量更多,得到充分熔化,在快速冷却作用下重合区域内获得细小的晶粒组织。重合区域经过二次激光光斑扫描后温度较其他区域更高,钨熔体在凝固时将沿温度梯度线向重合区域收缩,从而在该区域形成了放射状组织。从图5a可以看出相对密度较低的样品未形成很清晰的间隔排列的放射状显微组织。这是由于在低的相对密度下,作用到粉层的激光能量小,热辐射区域小,未熔化的钨颗粒和孔隙在一定程度上阻碍了凝固的进行,使得未形成高相对密度下连贯的放射状显微组织。
此外,图5中还存在十分粗大的钨晶粒组织。这些大“晶粒”其实是未完全充分熔化的钨粉颗粒组织,由于激光扫描速度过快,区域熔池内的温度在达到钨的熔化温度后并没有保持稳定,温度迅速降低,导致只有钨颗粒边界熔化,其内部的晶粒并未完全熔化就开始凝固。因此,也就没有了完全熔化凝固时形核长大的过程,所以并未出现Takamichi,Li[16,17]和Zhang[12]的文献中的枝晶组织。由图6也可以看出,大“晶粒”的尺寸在20到40μm之间,刚好为钨粉尺寸分布的集中区域。其内部包裹着细小的晶粒,也印证了钨内部晶粒未熔化。
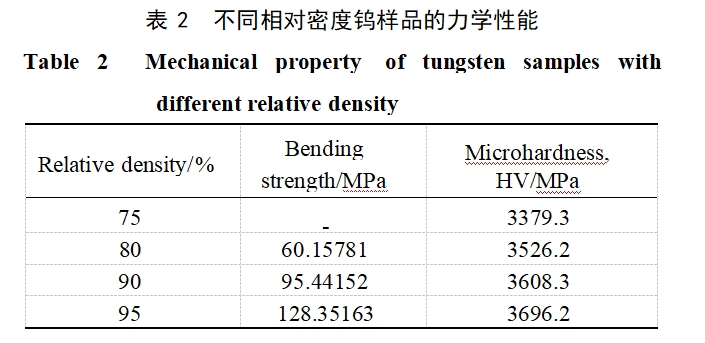
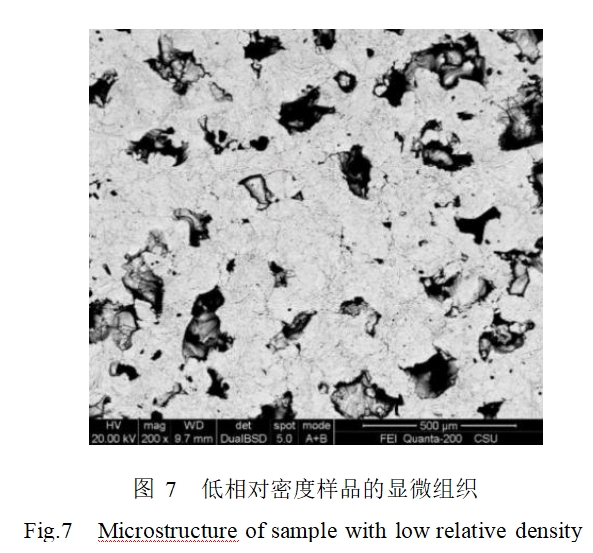
不同相对密度样品的抗弯强度和显微硬度如表2所示,其抗弯强度和硬度都随着相对密度的提高而提高。相对密度75%左右的样品在3N的实验校准力下即断裂,可以认为其抗弯强度极低。这是由于随着相对密度的提高,样品内部的孔洞和裂纹逐渐减少。在低的相对密度下,如图7所示,材料只是搭接成形,其内部未熔化的钨粉较多,导致在内部形成了大量的孔洞,使得材料在受力时最先沿孔洞区域开裂,在75%的相对密度下,材料甚至不能承受实验的校准力。由图5可知,随着激光能量的增加,样品的相对密度逐渐提高,内部未熔化的颗粒逐渐减少,孔洞也随之减少,组织结合的更好,其强度和硬度也就随之提高。
2.2 不同热处理SLM样品的显微组织及力学性能分析
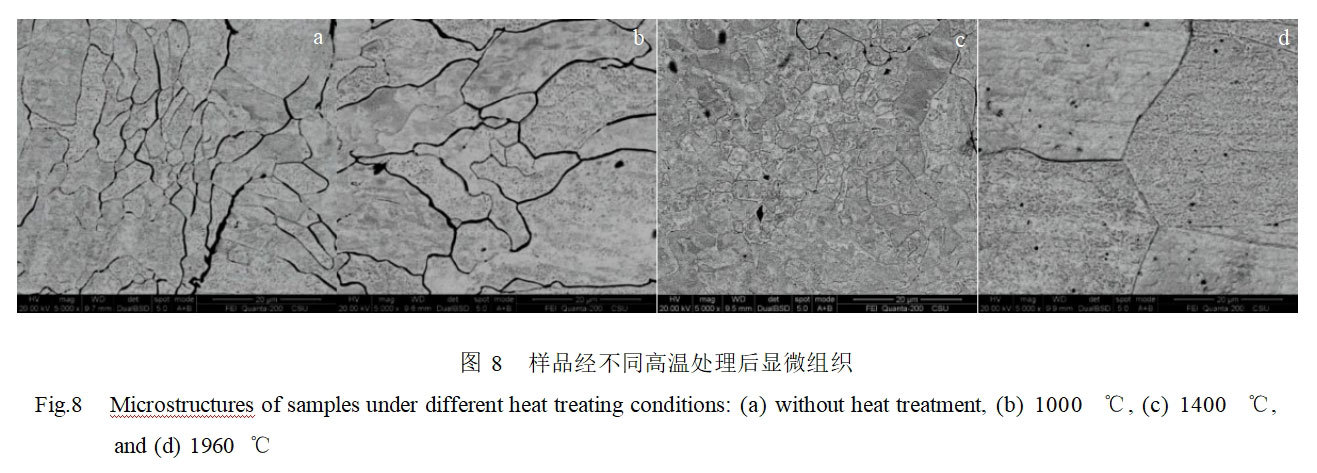
为了释放材料内部应力,探索不同热处理温度对SLM制备纯钨样品性能的影响,实验选取了1000,1400℃和1960℃3个热处理温度。分别对SLM制得相对密度95%左右的样品在3个温度下保温2h,其与未处理样品的显微组织如图8所示。由图可以看出,未处理的钨样品晶粒与经过1000和1400℃处理后的钨晶粒大小基本一致。而经过1960℃热处理后,其达到了钨的烧结温度,钨晶粒较其他样品发生了明显的长大。这是因为在达到钨的烧结温度后,由于钨为纯金属,其晶界处没有第二相粒子的钉扎,会极易发生迁移,使得晶粒长大[18]。
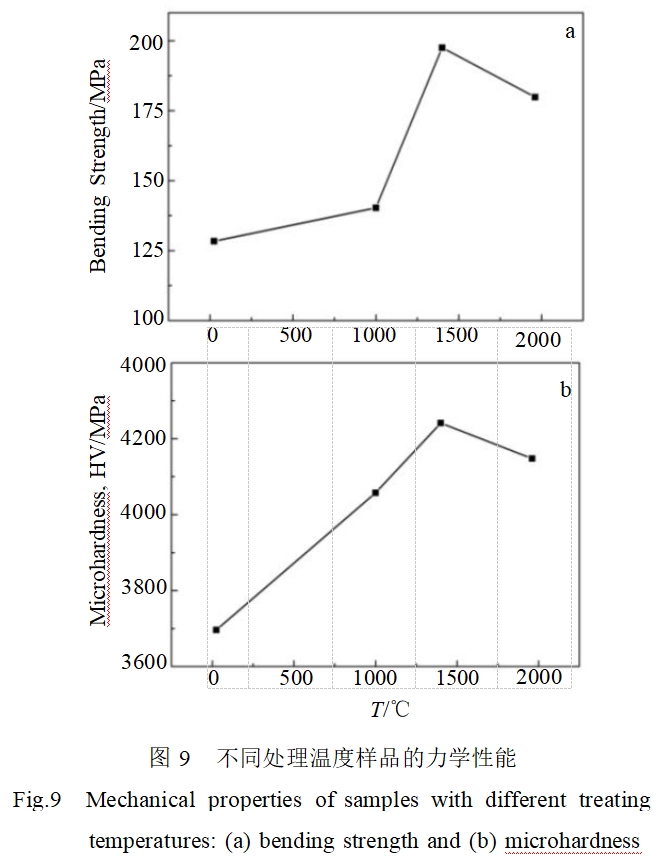
不同温度热处理样品其抗弯性能和显微硬度如图9所示。随着热处理温度的升高,抗弯强度与显微硬度都是先增大后减小。这是由于经1000和1400℃处理后,样品因快速凝固时产生的残余应力得以消除。而在相同的保温时长下,较高温度(1400℃)下残余应力更易消除,使得材料的力学性能较1000℃时提高。在1960℃下,钨达到了烧结温度,由于钨在SLM制备中已经熔化凝固,没有了烧结过程中颗粒的重排以及烧结颈的形成和长大的过程,如图8d所示,只是使晶粒发生了长大,使得材料的力学性能下降。
2.3 XRD物相分析
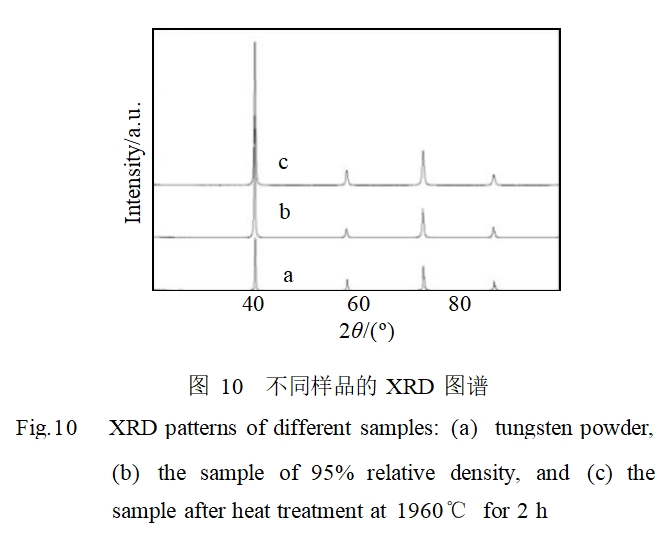
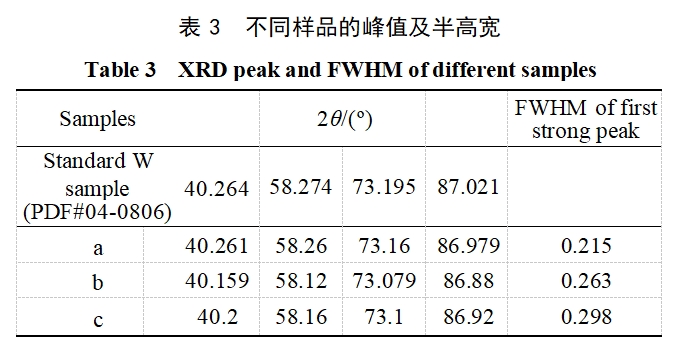
图10为样品的XRD图谱,表3为其衍射峰值和半高宽值。其中,a、b、c分别为钨粉、SLM成形相对密度95%的钨样品以及经1960℃保温2h后的钨样品。由表3可知,样品与钨标准峰2θ的偏差值在0.1°以内,表明经不同处理后钨的晶体结构并未发生改变。经1960℃高温烧结处理后,其衍射峰的半高宽较未处理的样品略有增大。从图8d可以看出经过高温烧结后的样品晶粒发生了长大的现象,但是由于晶粒的尺寸大于100nm,已经达到微米级,谢乐公式D=Kλ/βcosθ已不再适用。由晶粒细化引起的半高宽的宽化已经很小,此时的主要原因是微观应变。利用Jade软件对全谱进行拟合,得出a、b、c3个样品的微观应变分别为0.007、0.145以及0.199。微观应变的增大,直接导致了衍射峰半高宽的宽化。经1960℃处理的样品在冷却时由于冷却速度较快,使得材料内部的微观应力增大,导致了纯钨样品烧结后衍射峰半高宽在晶粒增大的情况下仍然大于未烧结的样品。
3 结论
1)通过不同激光扫描能量可以获得相对密度75%-95%的纯钨样品,样品显微组织呈放射状间隔排列,放射状区域内钨晶粒组织细小,在放射状组织之间保留了粗大的钨颗粒组织形貌。
2)随着纯钨样品的相对密度升高,其抗弯强度以及显微硬度也逐渐提高。
3)SLM制备的高相对密度(95%)纯钨样品经1000、1400以及1960℃热处理后,其抗弯强度以及显微硬度随着处理温度的升高先增大后减小。在1400℃处理后抗弯强度和显微硬度达到最高值,在1960℃晶粒发生明显长大,导致其力学性能降低。
4)SLM成形纯钨样品与经过1960℃热处理后样品,其晶体结构并未发生改变。
参考文献:(c)1994-2023 china Academic Journal Electronic publishing House. All rights reserved. http://www.cnki.net
香港六和宝典高级资料采用先进的射频等离子体球化技术制备球形钨粉,粉末纯度高、流动性好、粒度分布可控,可根据客户需求提供微米级多种粒度规格。其优异的性能使其广泛应用于3d打印、增材制造、激光熔覆、医疗器械(如辐射屏蔽部件)、精密钨光栅、军工、化工、国防、科技等高端领域,是品质和可靠性的理想选择。
欢迎咨询我们的专业人员,郑经理13318326187.(微信同号)

相关新闻
香港六和宝典高级资料

佛山市南海区丹灶镇南沙社区森树基路10号联东优智园1座101号
二维码