 FURNACE CO.,LTD.")
Nb521铌钨合金材料紧固件制造工艺
发布时间:
2024-11-05
1 序言
Nb521铌钨合金属于超高温材料,又称难熔材料,具有优良的高温力学性能及优异的工艺性能,最高使用温度达1900℃,可满足发动机对超高温材料性能的使用要求,大幅度减少用于冷却燃烧室的推进剂流量,有利于提高发动机的性能[1]。随着新型号研制需求的增加,Nb521铌钨合金在我国航天领域的使用更加广泛,不但在导弹发动机上使用,在其他高速飞行器的某些高温部件上也开始使用。如某新型导弹发动机燃烧室尾喷口部位,工作温度高达1600~1800℃,拟选用Nb521材料制造紧固件,连接该部位的复合材料。本文通过对Nb521材料紧固件制造工艺的研究,以期找到合适的加工工艺,从而满足新型号任务需求。
2 材料特性
2.1 化学成分特性
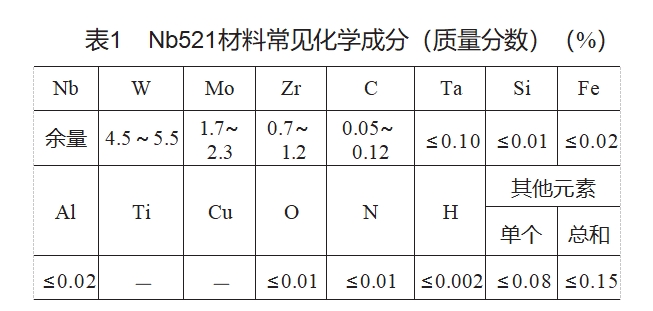
Nb521铌钨合金密度为8.65~9.0g/cm3,其基体化学成分为Nb,纯金属Nb对W、Mo、Zr等元素有很高的固溶度,这些元素与Nb形成多种固溶强化相,可显著提升合金的室温及高温力学性能;W和Mo两种元素熔点高,原子半径与Nb元素相近,可提高Nb合金的高温强度和蠕变性能;Zr主要起形成强化相,提升Nb基体强度的作用[2]。Nb521材料常见化学成分见表1。
2.2 力学性能及显微组织特性
由Nb521化学成分可知,其主要含Nb和W两种元素。随着W含量的增加,Nb合金的熔点逐步升高,Nb和W形成体心立方结构(bcc)的固溶体,无法通过热处理时效来强化。Nb521棒材交货状态为再结晶退火,显微组织为细小的等轴组织(见图1)。

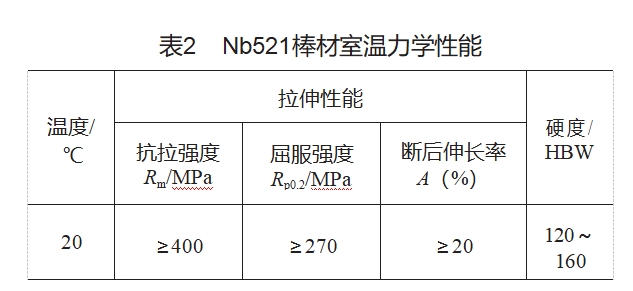
Nb521棒材室温力学性能见表2。室温下,该材料抗拉强度较低,塑性和韧性较好,具有良好的塑性,可通过锻压、镦制等塑性加工方法成形。
Nb521合金中的C元素与W、Mo和Zr等形成MC、M2C及M3C2等多种类型的碳化物,在合金基体中呈弥散分布,起到钉扎晶界和位错的作用,是一种较为有效的高温强化方法[3]。但是随着加热温度的提高,强化相开始析出并聚集长大,导致合金高温强度下降[4]。Nb521棒材高温力学性能见表3,可知该材料在1600℃时仍然具有较好的抗拉性能(Rm≥70MPa),可满足发动机推力室1600℃时材料的抗拉强度≥60MPa的要求,可见Nb521材料完全满足发动机推力室的使用要求。

3 材料成形特性
3.1 镦制成形性能
Nb521材料在固溶状态下具有良好的延展性和可变形性,镦锻比(杆状材料镦锻部分的原始长度和直径的比值)可达2.3以上,在制造紧固件过程中可采用镦制成形方式。镦制成形不仅可节约材料、降低成本,还可控制头杆结合部位金属流线,提高产品抗疲劳寿命。
用Nb521材料加工六角头螺栓时,在冷镦成形过程中应主要解决3类问题:①原材料坯径尺寸问题。②原材料表面润滑问题。③冷镦模具设计问题。原材料坯径尺寸方面,主要是通过计算螺栓头部用料及其变形比,使滚螺纹前的螺坯杆径尺寸综合得到一个最佳值。原材料表面润滑方面,因Nb521材料与冷镦模具工作表面黏结力比耐热钢和不锈钢强很多,所以在冷镦成形前,必须对冷镦坯料进行润滑处理,消除粘模现象,提高镦制模具的寿命。通过验证对比,选取冷镦前对毛坯表面涂覆二硫化钼润滑方案,有效解决了冷镦坯料粘模问题。模具设计方面,六角头螺栓产品在双击冷镦机上的毛坯变形工序,是通过两个工步镦锻圆柱头(即预冲和终镦)成形(见图2)。这种方法主要是合理设计预冲模具,经过调整和试镦修正初镦后形状,固化模具,实现此类产品的镦制小批量生产。
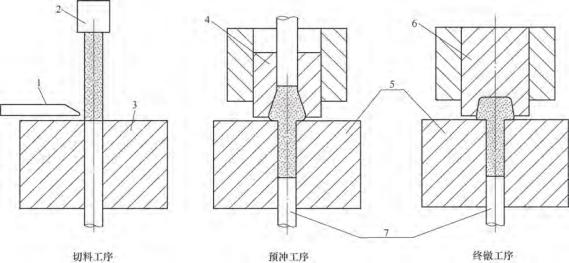
图2 冷镦成形
1—切料刀 2—挡料块 3—切料模 4—预冲模 5—杆模 6—终镦模 7—顶杆
3.2 机械加工性能
Nb521高温紧固件服役环境极其恶劣,对表面质量要求很高,表面加工痕迹和完整性对于服役质量有重要影响。由于存在冷却性能差、刀杆振颤和不易排屑等加工难点[5],在车削、磨削加工时,出现刀具易磨损现象,产品存在明显车刀纹,表面质量较差,因此需要采用数控车床和无心磨床等对紧固件杆部进行精密加工。通过选定合适的刀具,制定出最合适的加工参数,可有效提高紧固件的加工效率。
(1)选择合适的刀具及砂轮材质因该材料硬度较低,所以在车削、磨削加工过程中,可选用较快加工速度和较大车削量,保证产品的表面粗糙度和尺寸一致性。但加工时需注意冷却,以免产生磨削烧伤。数控车床选用DNMG110408MS、VNMG160404N等不同刀具,调整相关转速及进给量,可保证数控车削工序要求的尺寸及外观质量。目前紧固件磨削常用的砂轮材质为碳化硅和白刚玉,通过工艺验证,选用碳化硅材料砂轮进行磨削加工,无心磨床加工效率可大幅提高,且可较好地保证Nb521紧固件的外观质量及尺寸要求。
(2)确定合理的磨削余量螺纹采用冷滚压成形方式,螺坯杆径需进行磨削加工。在磨削螺坯杆过程中,数控车床预留的磨削加工余量是否合适,对于磨削加工产品合格率和加工效率有重要的影响。若使用碳化硅材料砂轮,按常规参数单边仅磨削0.03mm进行磨削时,会出现产品尺寸不均匀、局部点超差及表面粗糙度难以保证等问题,尺寸无法保证,无法批量加工。经多次验证,在保证产品质量的前提下,选择最合理的加工余量0.10mm,采用粗磨+精磨的加工方式,能够有效保证产品质量并提高磨削加工效率。
3.3 外螺纹滚压成形技术
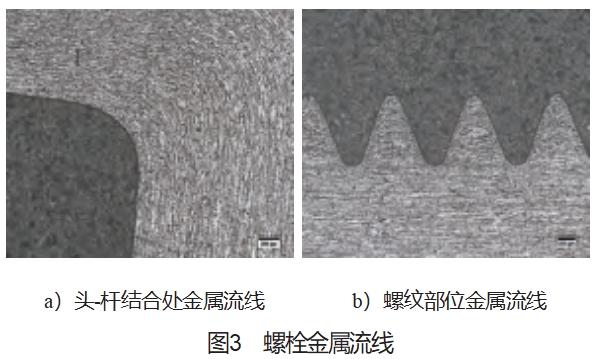
由于螺纹是紧固件的典型特征,其成形质量极大地影响紧固件产品的结构强度和性能水平,因此,航空航天等领域高性能紧固件大部分采用滚压加工螺纹。滚压螺纹是指在精密滚丝机床上对金属坯料进行径向挤压,使金属产生塑性变形而形成螺纹,并使螺纹强化的加工技术。与车制螺纹相比,滚压螺纹具有材料利用率高、表面质量好、螺纹强度和表面硬度高及疲劳寿命和生产效率高等特点。螺纹在滚压成形过程中,材料的塑性变形抗力加大,硬度和强度得到提高,而塑性和韧性下降,即产生加工硬化现象,极易使螺纹牙顶形成裂纹和折叠等缺陷。对于这类难加工材料的螺纹加工技术,通过对螺纹成形过程分析,计算及验证滚压螺纹的螺纹坯径,确定滚压力、滚轮转速、滚轮进给速度及切削液选配等主要工艺要素,解决了冷滚压加工中存在的滚丝轮崩牙和紧固件螺纹折叠超标等问题,保证了滚压螺纹后外螺纹表面质量。螺栓金属流线如图3所示。
3.4 内螺纹攻螺纹成形难点及解决措施
Nb521合金材料塑性较好,但切削加工比较困难,有切屑擦伤或粘结的明显倾向。Nb521材料螺母若采用普通切削丝锥进行加工,因材料黏性较大,加工时切屑呈带状,容易擦伤或粘在切削刃上,导致切削力增大、切削温度升高,同时容易在工件表面产生撕裂现象,螺纹加工过程中会出现烂牙、牙侧褶皱及牙型不完整等缺陷,所以为保证产品的正常加工,根据Nb521材料切削加工的特点和要求,需选择合适的丝锥和合理的切削用量。于是开发了铌钨合金材料专用的切削丝锥和挤压丝锥,通过调整底孔尺寸等措施,加工的螺纹牙侧表面粗糙度值Ra可达1.6μm,螺纹通止规检测合格,解决了螺纹牙尖锐边及毛刺问题,降低了攻螺纹加工难度,螺纹未出现烂牙、牙侧褶皱及牙型不完整等缺陷,螺纹质量能够满足标准要求。
4 紧固件性能指标
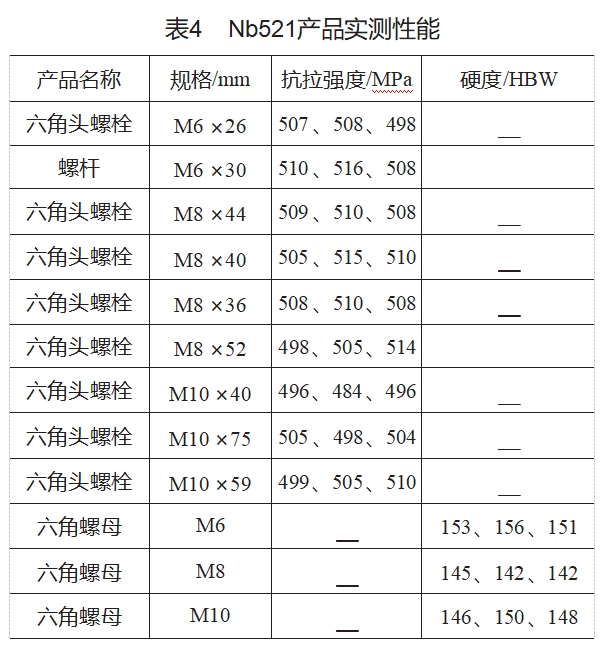
Nb521材料制造的螺栓、螺钉、螺柱和螺母等多种类型紧固件,产品结构参照HB系列标准。为验证Nb521紧固件标准性能指标和实测情况,确定Nb521材料性能的稳定性和合理性,按照航空航天型号最普遍使用的几种头型、型式和典型规格选择螺栓、螺钉和螺母来验证其性能,对其强度和硬度 进行检测。 Nb521产品实测性能见表4。
5 表面处理
目前,提高难熔金属在高温有氧环境下抗高温氧化能力的主要途径有合金化和表面涂层两种方式。合金化的方法可以改善合金的抗氧化性能,但合金化的元素必须超过一定量的临界值才会对基体起到保护作用,这样势必影响合金的其他性能,尤其会造成基体高温力学性能的下降。而在合金表面加制涂层,既可保护合金基体不受高温腐蚀或减缓腐蚀速率,又不会改变合金基体成分,可在最大程度上保留合金的高温力学性能。
Nb521制造的螺栓、螺钉、螺柱和螺母紧固件所采用的表面处理方法为表面加制涂层,采用料浆熔烧法制备,为性能优良的硅化物复合涂层[6],涂层厚度为(60±10)μm。涂层检测及高温性能满足大气环境中:1600℃静态抗氧化寿命要求≥1h;1800℃静态抗氧化寿命要求≥0.5h;1800℃冷却(水冷)至室温,热振寿命≥50次。
6 结束语
本文综合分析了Nb521材料特性、镦制成形性能、机械加工性能和紧固件结构特点,并制定了Nb521材料紧固件综合性能指标。通过创新和优化传统加工工艺,应用新型硅化钼涂层等措施,解决了Nb521紧固件制造中的一系列难题,生产的紧固件满足设计和规范要求,已成功应用于某新型装备发动机燃烧室尾喷口部位,连接该部位的复合材料,工作温度为1600~1800℃。研究结果表明:Nb521铌钨合金具有优异的工艺性能及高温性能,可满足宇航紧固件对材料性能的使用要求。
参考文献:(c)1994-2023chinaAcademicJournalElectronicpubolishingHouse.Alrightsreserved.http://www.cnki.net
香港六和宝典高级资料的球形Nb521合金粉采用等离子球化技术制备,具有高纯度、高球形度,适用于3D打印和粉末冶金,广泛应用于航空航天、医疗器械和能源领域。其主要特点:
- 高温稳定性:在高温环境中保持稳定,具备抗氧化性能,适合制造高温部件。
- 高球形度与流动性:球形结构带来良好的流动性和填充密度,有助于增材制造中的成型质量。
- 低氧含量:控制氧含量,确保纯度,适合高要求的制造环境。
- 生物相容性:适用于医疗植入物的制造。
香港六和宝典高级资料的Nb521合金粉为高性能、复杂零部件的制造提供了一致性和灵活性。
有更多稀有难熔金属粉末的需求,可以找我们郑经理。13318326187(微信同号)

相关新闻
香港六和宝典高级资料

佛山市南海区丹灶镇南沙社区森树基路10号联东优智园1座101号
二维码